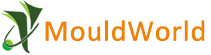
خط اللحام
الأسباب:
1. تصميم المنتج غير معقول.
2. سرعة الحقن بطيئة جدًا.
3. ضغط الحقن منخفض جدًا.
4. وقت الحقن قصير جدًا.
5. درجة حرارة سطح القالب منخفضة للغاية.
6. عادم غير كافي.
7. موقع البوابة غير معقول.
8. درجة حرارة الذوبان منخفضة للغاية.

الحلول:
1. زيادة درجة حرارة المادة.
2. تحسين سرعة الحقن.
3. زيادة درجة حرارة القالب.
4. زيادة العادم.
5. زيادة ضغط التعبئة والاحتفاظ.
6. زيادة وقت التعبئة وضغط الإمساك.
8. تقليل قوة الضغط.
9. تغيير حجم أو موضع البوابة.
10. اضبط وضع تحويل ضغط الإمساك الصحيح أو طريقة تحويل ضغط الإمساك.